
Bewise Inc. www.tool-tool.com
Reference source from the internet.

Taladradora sensitiva de columna
La taladradora es la máquina
herramienta donde se mecanizan la mayoría de los agujeros que se hacen a las
piezas en los talleres mecánicos. Destacan estas máquinas por la sencillez
de su manejo. Tienen dos movimientos: El de rotación de la broca que le imprime el motor eléctrico de
la máquina a través de una transmisión por poleas y engranajes, y el de avance de penetración de la
broca, que puede realizarse de forma manual sensitiva o de forma automática, si
incorpora transmisión para hacerlo.
Se llama taladrar a la operación de mecanizado que tiene por
objeto producir agujeros cilíndricos en una pieza cualquiera, utilizando como
herramienta una broca. La
operación de taladrar se puede hacer con un taladro portátil, con una máquina
taladradora, en un torno, en
una fresadora, en un centro
de mecanizado CNC o en una mandrinadora.
De todos los procesos de mecanizado, el taladrado es considerado como uno de
los procesos más importantes debido a su amplio uso y facilidad de realización,
puesto que es una de las operaciones de mecanizado más sencillas de realizar y
que se hace necesario en la mayoría de componentes que se fabrican.
Las taladradoras descritas en este artículo, se refieren básicamente a las
utilizadas en las industrias
metalúrgicas para el mecanizado de metales, otros tipos de
taladradoras empleadas en la cimentaciones de edificios y obras públicas así
como en sondeos mineros tienen
otras características muy diferentes y serán objeto de otros artículos
específicos.

Taladro de mano o berbiquí.
El precursor del taladrado fue probablemente el molinillo de hacer
fuego. Consistía en una varilla cilíndrica de madera, cuyo sistema de giro fue
desarrollándose progresivamente, primero accionando con las palmas de las manos,
después mediante un cordel arrollado a la varilla del que se tiraba
alternativamente de sus extremos, según figura en un grabado egipcio de 1440 a. C.
Un procedimiento muy antiguo para taladrar piedra, según un bajorrelieve
egipcio de 2700 a. C. consistía en un robusto eje que llevaba inserto una punta
de pedernal para taladrar y
en la parte superior un mango para facilitar el giro y la incorporación de dos
macetas para regular el giro.
Con el descubrimiento del arco de violín se produjo un adelanto para
conseguir el movimiento de giro. El sistema consiste en arrollar una cuerda, al
eje porta brocas, atada por sus extremos a un arco de madera, que con el impulso
de la mano del hombre, hace girar la pieza en movimiento de vaivén.

Taladro
columna antiguo
Otro sistema muy utilizado fue el berbiquí de cuerda, que consiste en un eje
porta herramienta de madera que lleva incorporado un volante de inercia. A
dicho eje se arrolla una cuerda atada por sus extremos a un travesaño que
impulsado por la mano del hombre se consigue un giro alternativo.
El antiguo berbiquí
de carpintero construido de madera, fue evolucionando en el tiempo. El berbiquí
de eje porta herramientas de acero roscado, lleva incorporado en dicho eje una
cabeza giratoria con un alojamiento cuadrado, donde se acopla la broca y un
carrete tuerca, produciéndose un giro de vaivén, cuando se ejerce una presión
longitudinal.
El berbiquí de giro continuo representa un avance sobre el anterior,
lográndose el giro mediante el roscado en el eje porta brocas, de dos filetes helicoidales en sentido
contrario, incorporándose en un extremo del carrete, una tuerca a izquierdas y
en el opuesto otro a derechas.
El berbiquí de giro continuo, construido por Heyerhoff accionado por manivela
y juego de engranajes
representó un importante avance. Se construyeron taladros de sobremesa
accionados manualmente con manivela y versiones de regulador de bolas y juego de
engranajes. A partir del siglo
XV, se utiliza la energía
hidráulica para taladrar gruesos troncos de madera destinados a diversos
fines, entre otros a tuberías para conducir el
agua. A finales del siglo XV, Leonardo da Vinci
diseña un taladro horizontal para taladros profundos.[1]
John Wilkinson en
1775 construyó, por encargo de
Watt, una mandrinadora más avanzada
técnicamente y de mayor precisión, accionada igual que las anteriores por medio
de una rueda hidráulica. Con esta máquina, equipada con un ingenioso cabezal
giratorio y desplazable, se consiguió un error máximo: “del espesor de una
moneda de seis peniques en un
diámetro de 72 pulgadas”, tolerancia muy grosera pero suficiente para garantizar
el ajuste y hermetismo entre pistón y cilindro.
Ante la necesidad de taladrar piezas de acero, cada vez más gruesas, Nasmyth
fue el primero que construyó hacia 1838, un taladro de sobremesa totalmente
metálico, con giro de eje portabrocas accionado a mano
o por transmisión. Algunos años después, en 1850, Whitworth fabricó el
primer taladro de columna accionado por transmisión a correa y giro del eje
porta brocas, a través de un juego de engranajes cónicos. Llevaba una mesa porta
piezas regulable verticalmente mediante el sistema de piñón cremallera. En 1860 se produce un acontecimiento
muy importante para el taladrado, al inventar el suizo Martignon
la broca helicoidal. El uso de
estas brocas se generalizó rápidamente, puesto que representaba un gran avance
en producción y duración de la herramienta con relación a las brocas punta de
lanza utilizadas hasta la citada fecha.
La necesidad de taladrar piezas pesadas y voluminosas dio lugar a la
construcción de un taladro radial por Sharp, Roberts & Co, hacia el
año 1851. A partir de 1898, con
el descubrimiento del acero rápido por parte
de Taylor
y White, se fabrican nuevas herramientas con las que se triplica la velocidad periférica de
corte, aumentando la capacidad de desprendimiento de viruta, del orden de siete veces,
utilizando máquinas adaptadas a las nuevas circunstancias.
El sistema de generación polifásico de Tesla en 1887 hizo posible
la disponibilidad de la electricidad para usos
industriales, consolidándose como una nueva fuente de energía capaz de
garantizar el formidable desarrollo industrial del siglo XX. Aparece justo en el
momento preciso, cuando las fuentes de energía del siglo XIX se manifiestan
insuficientes. Los motores de corriente continua
fabricados a pequeña escala, y los de corriente alterna,
reciben un gran impulso a principios de siglo, reemplazando a las máquinas de vapor
y a las turbinas que
accionaban hasta ese momento las transmisiones de los talleres industriales. Poco
después, muy lenta pero progresivamente, se acoplan directamente de forma
individualizada a la máquina-herramienta.
La exigencia de calidad y la fuerte evolución productiva del automóvil
contribuyeron al desarrollo de la máquina-herramienta, la metrología y la
aplicación de los procedimientos de fabricación
en serie. La fabricación de piezas intercambiables aumenta constantemente, y
se hace necesario mejorar las prestaciones de matricería y utillaje. Para dar
respuesta al problema, el ingeniero suizo Prrenond
Jacot diseña y fabrica una punteadora vertical con mesa de coordenadas polares,
en la que se ejecutan operaciones con una precisión jamás lograda hasta
entonces.
En 1908 Henry Ford
fabrica el primer automóvil producido en
serie, modelo T, y en 1911 instala el primer
transportador en cadena en Highland
Park, iniciando la producción en masa. Se perfeccionan una gran cantidad de
máquinas-herramienta adaptadas a las características exigidas por la industria del
automóvil.
Desde principios del siglo
XX hasta el nacimiento del control
numérico (CN) e incluso después, se mantienen prácticamente en todas las
máquinas las formas arquitectónicas que, en este sentido, alcanzaron su plenitud
a finales del siglo XIX. Sin embargo evolucionaron y se construyeron otras más
potentes, rígidas, automáticas y precisas, pudiendo alcanzar mayores velocidades
de giro, con la incorporación a los cabezales de cojinetes o rodamientos de bolas;
contribuyendo rentablemente al extraordinario incremento de productividad logrado por
la industria en general y en especial por la automovilística y aeronáutica.
Esta evolución fue debida fundamentalmente, por un lado, al descubrimiento de
nuevas herramientas de corte como: carburo de silicio, acero rápido y, a partir
de 1926, se produce otro avance
importante con el descubrimiento por parte de la empresa alemana Krupp del carburo cementado metal
duro, presentado en la feria de Leipzig en 1927 con la
denominación de Widia. Por otro
lado se registra la automatización de diversos movimientos mediante la
aplicación de motores eléctricos,
sistemas hidráulicos, neumáticos y eléctricos.
A partir de 1925 en Estados Unidos las
revistas especializadas tratan de las unidades autónomas de mecanizado y nace la
noción de transferencia de las piezas a mecanizar. Teniendo en cuenta que, salvo
algunas excepciones, todas las operaciones de mecanizado que combinan la
rotación de una herramienta con un movimiento de avance se pueden realizar con
estas unidades; se ha descubierto la máquina ideal para que, dispuesta en línea,
pueda realizar distintas operaciones mediante transferencia de la pieza a
mecanizar. A partir del año 1945
las fábricas de automóviles utilizan de manera generalizada máquinas transfer,
compuestas de unidades autónomas, en el mecanizado de bloques y culatas.
La electrónica -y
la informática que
está soportada por la primera- han provocado una nueva revolución
industrial. El punto de partida hay que situarlo en 1945, cuando dos
científicos de la Universidad de Pennsilvanya,
John
W. Manclhy y J.
Presper Ecker crearon la primera computadora electrónica
digital que ha funcionado realmente en el mundo. Se denominó ENAC, era voluminosa, consumía
mucha energía y era difícil de programar, pero
funcionaba.
En 1948, John T.
Parsons inicia la aplicación del control numérico a la máquina-herramienta,
con el objeto de resolver el problema del fresado de superficies complejas
tridimensionales para la aeronáutica. En 1949 Parson contrató con el Instituto
Tecnológico de Massachussets el diseño de los servomecanismos de
control para una fresadora.
En 1952 funcionaba un control experimental, aplicado a una fresadora Cincinnati. La programación
utilizaba un código
binario sobre cinta perforada, y la máquina ejecutaba movimientos
simultáneos coordinados sobre tres ejes. En 1955 se presentan unas pocas
máquinas en la Feria de Chicago, gobernadas por tarjetas
y cintas perforadas La U.S. Air Force se
interesa por el sistema y formula un pedido de 170 máquinas-herramienta por
valor de cincuenta millones de dólares, beneficiándose del
mismo varios prestigiosos fabricantes americanos. Pero los modelos desarrollados
durante los años cincuenta y sesenta fueron poco eficaces y resultaron muy
caros.
Fue a partir de la década de 1960, con el desarrollo de la microelectrónica,
cuando el CN pasa a ser (CNC)
por la integración de una computadora en el sistema. Pero definitivamente fue
durante los años ochenta cuando
se produce la aplicación generalizada del CNC, debido al desarrollo de la
electrónica y la informática, provocando una revolución donde en 2007 todavía
estamos inmersos.[2]
Proceso de taladrado [editar]
El taladrado es un término que cubre todos los métodos para producir
agujeros cilíndricos en una pieza con herramientas de arranque de viruta. Además del taladrado de
agujeros cortos y largos, también cubre el trepanado y los mecanizados
posteriores tales como escariado, mandrinado, roscado y brochado. La diferencia entre
taladrado corto y taladrado profundo es
que el taladrado profundo es una técnica específica diferente que se utiliza
para mecanizar agujeros donde su longitud es varias veces más larga(8-9) que su
diámetro.
Con el desarrollo de brocas modernas el proceso de taladrado ha cambiado de
manera drástica, porque con las brocas modernas se consigue que un taladro
macizo de diámetro grande se pueda realizar en una sola operación, sin necesidad
de un agujero previo, ni de agujero guía, y que la calidad del mecanizado y
exactitud del agujero evite la operación posterior de escariado.
Como todo proceso de mecanizado por arranque de viruta la evacuación de la misma
se torna crítica cuando el agujero es bastante profundo, por eso el taladrado
está restringido según sean las características del mismo. Cuanto mayor sea su
profundidad, más importante es el control del proceso y la evacuación de la
viruta.[3]
Producción de agujeros [editar]
Los factores principales que caracterizan un agujero desde el punto de vista
de su mecanizado son:
- Diámetro
- Calidad
superficial y tolerancia
- Material de la pieza
- Material de la broca
- Longitud del agujero
- Condiciones tecnológicas del mecanizado
- Cantidad de agujeros a producir
- Sistema de fijación de la pieza en el taladro.
Tipos de agujeros [editar]
La casi totalidad de agujeros que se realizan en las diferentes taladradoras
que existen guardan relación con la tornillería en general, es decir la mayoría
de agujeros taladrados sirven para incrustar los diferentes tornillos que se
utilizan para ensamblar unas piezas con otras de los mecanismos o máquinas de
las que forman parte.
Según este criterio hay dos tipos de agujeros diferentes los que son pasantes
y atraviesan en su totalidad la pieza y los que son ciegos y solo se introducen
una longitud determinada en la pieza sin llegarla a traspasar, tanto unos como
otros pueden ser lisos o pueden ser roscados.
Respecto de los agujeros pasantes que sirven para incrustar tonillos en ellos
los hay de entrada avellanada, para tornillos de cabeza plana, agujeros de dos
diámetros para insertar tornillos allen y agujeros cilíndricos de un solo
diámetro con la cara superior refrentada para mejorar el asiento de la arandela
y cabeza del tornillo. El diámetro de estos agujeros corresponde con el diámetro
exterior que tenga el tornillo.
Respecto de los agujeros roscados el diámetro de la broca del agujero debe
ser la que corresponda de acuerdo con el tipo de rosca que se utilice y el
diámetro nominal del tornillo. En los tornillos ciegos se debe profundizar más
la broca que la longitud de la rosca por problema de la viruta del macho de
roscar.
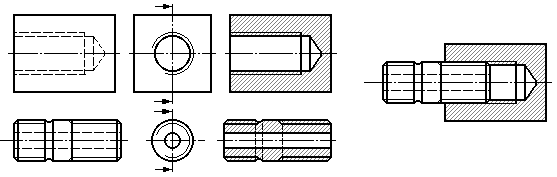
Representación gráfica de los agujeros ciegos roscados
Parámetros de corte del taladrado [editar]
Los parámetros de corte fundamentales que hay que considerar en el proceso de
taladrado son los siguientes:
- Elección del tipo de broca más adecuado
- Sistema de fijación de la pieza
- Velocidad de corte (Vc) de la broca expresada de
metros/minuto
- Diámetro exterior de la broca u otra herramienta
- Revoluciones por minuto (rpm) del husillo portabrocas
- Avance en mm/rev, de la broca
- Avance en mm/mi de la broca
- Profundidad del agujero
- Esfuerzos de corte
- Tipo de taladradora y accesorios adecuados
Velocidad de corte [editar]
Artículo principal: Velocidad de
corte
Se define como velocidad de corte la velocidad
lineal de la periferia de la broca u otra herramienta que se utilice en la
taladradora (Escariador,
macho de roscar,
etc). La velocidad de corte, que se expresa en metros por minuto (m/min), tiene
que ser elegida antes de iniciar el mecanizado y su valor adecuado depende de
muchos factores, especialmente de la calidad y tipo de broca que se utilice, de
la dureza y la maquinabilidad que tenga el material que se mecanice y de la
velocidad de avance empleada. Las limitaciones principales de la máquina son su
gama de velocidades, la potencia de los motores y de la rigidez de la fijación
de la pieza y de la herramienta.
A partir de la determinación de la velocidad de corte se puede determinar las
revoluciones por minuto que tendrá el husillo portafresas según la siguiente
fórmula:
-

Donde Vc es la velocidad de corte, n es la velocidad
de rotación de la herramienta y Dc es el diámetro de la
herramienta.
La velocidad de corte es el factor principal que determina la duración de la
herramienta. Una alta velocidad de corte permite realizar el mecanizado en menos
tiempo pero acelera el desgaste de la herramienta. Los fabricantes de
herramientas y prontuarios de mecanizado, ofrecen datos orientativos sobre la
velocidad de corte adecuada de las herramientas para una duración determinada de
la herramienta, por ejemplo, 15 minutos. En ocasiones, es deseable ajustar la
velocidad de corte para una duración diferente de la herramienta, para lo cual,
los valores de la velocidad de corte se multiplican por un factor de corrección.
La relación entre este factor de corrección y la duración de la herramienta en
operación de corte no es lineal.[4]
La velocidad de corte excesiva puede dar lugar a:
- Desgaste muy rápido del filo de corte de la herramienta.
- Deformación plástica del filo de corte con pérdida de tolerancia del
mecanizado.
- Calidad del mecanizado deficiente.
La velocidad de corte demasiado baja puede dar lugar a:
- Formación de filo de aportación en la herramienta.
- Efecto negativo sobre la evacuación de viruta.
- Baja productividad.
- Coste elevado del mecanizado.
Velocidad de rotación de la broca [editar]
La velocidad de
rotación del husillo portaborcas se expresa habitualmente en revoluciones por
minuto (rpm). En las taladradoras convencionales hay una gama limitada de
velocidades, que dependen de la velocidad de giro del motor principal y del
número de velocidades de la caja de cambios de la
máquina. En las taladradoras de control numérico, esta velocidad es controlada
con un sistema de realimentación que
habitualmente utiliza un variador de
frecuencia y puede seleccionarse una velocidad cualquiera dentro de un rango
de velocidades, hasta una velocidad máxima.
La velocidad de rotación de la herramienta es directamente proporcional a la
velocidad de corte y al diámetro de la herramienta.
-

Velocidad de avance [editar]
Artículo principal: Avance
El avance o velocidad de avance en el taladrado es la velocidad relativa
entre la pieza y la herramienta, es decir, la velocidad con la que progresa el
corte. El avance de la herramienta de corte es un factor muy importante en el
proceso de taladrado.
Cada broca puede cortar adecuadamente en un rango de velocidades de avance
por cada revolución de la herramienta, denominado avance por revolución
(frev). Este rango depende fundamentalmente diámetro de la broca, de
la profundidad del agujero, además del tipo de material de la pieza y de la
calidad de la broca. Este rango de velocidades se determina experimentalmente y
se encuentra en los catálogos de los fabricantes de brocas. Además esta
velocidad está limitada por las rigideces de las sujeciones de la pieza y de la
herramienta y por la potencia del motor de avance de la máquina. El grosor
máximo de viruta en mm es el indicador de limitación más importante para una
broca. El filo de corte de las herramientas se prueba para que tenga un valor
determinado entre un mínimo y un máximo de grosor de la viruta.
La velocidad de avance es el producto del avance por revolución por la
velocidad de rotación de la herramienta.
-

Al igual que con la velocidad de rotación de la herramienta, en las
taladradoras convencionales la velocidad de avance se selecciona de una gama de
velocidades disponibles, mientras que las taladradoras de control numérico
pueden trabajar con cualquier velocidad de avance hasta la máxima velocidad de
avance de la máquina.
Efectos de la velocidad de avance
- Decisiva para la formación de viruta
- Afecta al consumo de potencia
- Contribuye a la tensión mecánica y térmica
La elevada velocidad de avance da lugar a:
- Buen control de viruta
- Menor tiempo de corte
- Menor desgaste de la herramienta
- Riesgo más alto de rotura de la herramienta
- Elevada rugosidad superficial del mecanizado.
La velocidad de avance baja da lugar a:
- Viruta más larga
- Mejora de la calidad del mecanizado
- Desgaste acelerado de la herramienta
- Mayor duración del tiempo de mecanizado
- Mayor coste del mecanizado
Tiempo de mecanizado [editar]
Para poder calcular el tiempo de mecanizado de un taladro hay que tener en
cuenta la longitud de aproximación y salida de la broca de la pieza que se
mecaniza. La longitud de aproximación depende del diámetro de la broca.
-

Fuerza específica de corte [editar]
La fuerza de corte es un parámetro necesario para poder calcular la potencia
necesaria para efectuar un determinado mecanizado. Este parámetro está en
función del avance de la broca , de la velocidad de corte, de la maquinabilidad
del material, de la dureza del material, de las características de la
herramienta y del espesor medio de la viruta. Todos estos factores se engloban
en un coeficiente denominado Kx. La fuerza específica de corte
se expresa en N/mm2.[5]
Potencia de corte [editar]
La potencia de corte Pc necesaria para efectuar un
determinado mecanizado se calcula a partir del valor del volumen de arranque de
viruta, la fuerza específica de corte y del rendimiento que tenga la
taladradora. Se expresa en kilovatios (kW).
Esta fuerza específica de corte Fc, es una constante que se
determina por el tipo de material que se está mecanizando, geometría de la
herramienta, espesor de viruta, etc.
Para poder obtener el valor de potencia correcto, el valor obtenido tiene que
dividirse por un determinado valor (ρ) que tiene en cuenta la eficiencia
de la máquina. Este valor es el porcentaje de la potencia del motor que está
disponible en la herramienta puesta en el husillo.
-

donde
- Pc es la potencia de corte (kW)
- Ac es el diámetro de la broca (mm)
- f es la velocidad de avance (mm/min)
- Fc es la fuerza específica de corte (N/mm2)
- ρ es el rendimiento o la eficiencia de la máquina
Tipos de máquinas taladradoras [editar]
Las máquinas taladradoras se pueden reunir en seis grupos separados:
- Taladradoras sensitivas
- Taladradoras de columnas
- Taladradoras radiales
- Taladradoras de torreta
- Taladradora de husillos múltiples
- Centros de mecanizado CNC
Taladradoras sensitivas [editar]

taladro portátil sensitivo
Corresponden a este grupo las taladradoras de accionamiento eléctrico o
neumático más pequeñas. La mayoría de ellas son portátiles y permiten realizar
agujeros de pequeño diámetro y sobre materiales blandos. Básicamente tienen un
motor en cuyo eje se acopla el portabrocas y son presionadas en su fase trabajo
con la fuerza del operario que las maneja. Pueden tener una sola o varias
velocidades de giro. Hay pequeñas taladradoras sensitivas que van fijas en un
soporte de columna con una bancada para fijar las piezas a taladrar. Las
taladradoras sensitivas portátiles son muy usadas en tareas domésticas y de bricolaje.
Taladradoras de columna [editar]
Estas máquinas se caracterizan por la rotación de un husillo vertical en una
posición fija y soportado por un bastidor de construcción, tipo C modificado. La
familia de las máquinas taladradoras de columna se componen de las taladradora
de columna con avance regulado por engranajes, la taladradora de producción de
trabajo pesado, la taladradora de precisión, y la taladradora para agujeros
profundos.
Los taladros de columna de avance por engranaje son característicos de esta
familia de máquinas y se adaptan mejor para ilustrar la nomenclatura. Los
componentes principales de la maquina son los siguientes

Taladro de columna
- Bancada: es el armazón que soporta la máquina, consta de una base o
pie en la cual va fijada la columna sobre la cual va fijado el cabezal y la mesa
de la máquina que es giratoria en torno a la columna.
- Motor: estas máquinas llevan incorporado un motor eléctrico de
potencia variable según las capacidades de la máquina.
- Cabezal: es la parte de la máquina que aloja la caja de velocidades y
el mecanismo de avance del husillo. El cabezal portabrocas se desliza hacia
abajo actuando con unas palancas que activan un mecanismo de piñón cremallera
desplazando toda la carrera que tenga la taladradora, el retroceso del cabezal
es automático cuando cede la presión sobre el mismo.
El avance de taladrado automático de trabajo está regulado en mm/revolución
del eje.
- Poleas de transmisión: el movimiento del motor al husillo, se realiza
mediante correas que enlazan dos poleas escalonadas con las que es posible
variar el número de revoluciones de acuerdo a las condiciones de corte del
taladrado y el husillo portabrocas. Hay taladradoras que además de las poleas
escalonadas incorporan una caja de engranajes para regular las velocidades del
husillo y del avance de penetración.
- Nonio: las taladradoras disponen de un nonio con el fin de controlar
la profundidad del taladrado. Este nonio tiene un tope que se regula cuando se
consigue la profundidad deseada.
- Husillo: está equipado con un agujero cónico para recibir el extremo
cónico de las brocas, o del portabrocas que permite el montaje de brocas
delgadas , o de otras herramientas de corte que se utilicen en la maquina, tales
como machos o escariadores.
- Mesa: está montada en la columna y se la puede levantar o bajar y
sujetar en posición para soportar la pieza a la altura apropiada para permitir
taladrar en la forma deseada.
Taladradoras radiales [editar]
Estas máquinas se identifican por el brazo radial que permite la colocación
de la cabeza a distintas distancias de la columna y además la rotación de la
cabeza alrededor de la columna. Con esta combinación de movimiento de la cabeza,
se puede colocar y sujetar el husillo para taladrar en cualquier lugar dentro
del alcance de la maquina, al contrario de la operación de las maquinas
taladradoras de columna, las cuales tienen una posición fija del husillo. Esta
flexibilidad de colocación del husillo hace a los taladros radiales
especialmente apropiados para piezas grandes, y, por lo tanto, la capacidad de
los taladros radiales como clase es mayor que la de los taladros de columna. El
peso de la cabeza es un factor importante para conseguir una precisión de
alimentación eficiente sin una tensión indebida del brazo. Los principales
componentes del taladro radial son:
- Base: es la parte básica de apoyo para la máquina y que también
soporta a la pieza durante las operaciones de taladro. Los taladros radiales
están diseñados principalmente para piezas pesadas que se montan mejor
directamente sobre la base de la máquina. Algunas máquinas incluso tienen bases
agrandadas para permitir el montaje de dos o más piezas al mismo tiempo para que
no se tenga que interrumpir la producción en tanto se retira una pieza y se
coloca otra en su lugar.
- Columna: es una pieza de forma tubular , y que gira alrededor de, una
columna rígida (tapada) montada sobre la base.
- Brazo: soporta al motor y el cabezal, corresponde a la caja de
engranajes de la maquina de columna. Se puede mover hacia arriba y hacia abajo
sobre la columna y sujetarse a cualquier altura deseada.
- Cabezal: contiene todos los engranajes para las velocidades y para
los avances y así como los controles necesarios para los diferentes movimientos
de la máquina. Se puede mover hacia adentro o hacia fuera del brazo y sujetar en
posición el husillo de taladrar a cualquier distancia de la columna. Este
movimiento, combinado con la elevación, descenso y rotación del brazo, permite
taladrar a cualquier punto dentro de la capacidad dimensional de la máquina.
Los taladros radiales son considerados como las taladradoras más eficientes y
versátiles. Estas máquinas proporcionan una gran capacidad y flexibilidad de
aplicaciones a un costo relativamente bajo. Además, la preparación es rápida y
económica debido a que, pudiéndose retirar hacia los lados tanto el brazo como
la cabeza, por medio de una grúa, se pueden bajar directamente las piezas
pesadas sobre la base de la maquina. En algunos casos, cuando se trata
usualmente de piezas grandes, los taladros radiales van montados realmente sobre
rieles y se desplazan al lado de las piezas para eliminar la necesidad de un
manejo y colocación repetidos. Los taladros radiales montados en esta forma son
llamados maquinas del tipo sobre rieles.
Taladradoras de torreta [editar]
Con la introducción del Control Numérico en todas las máquinas –herramientas,
las taladradoras de torreta han aumentado su popularidad tanto para series
pequeñas como para series de gran producción porque hoy día la mayoría de estas
máquinas están reguladas por una unidad CNC. Estas máquinas se caracterizan por
una torreta de husillos múltiples. La taladradora de torreta permite poder
realizar varias operaciones de taladrado en determinada secuencia sin cambiar
herramientas o desmontar la pieza.
Los componentes básicos de la máquina, excepto la torreta, son parecidos a
los de las máquinas taladradoras de columna. Se dispone de taladros de torreta
de una serie de tamaños desde la pequeña máquina de tres husillos montada sobre
banco o mesa hasta la máquina de trabajo pesado con torreta de ocho lados. Para
operaciones relativamente sencillas, la pieza se puede colocar a mano y la
torreta se puede hacer avanzar a mano o mecánicamente, para ejecutar un cierto
número de operaciones tales como las que se hacen en una máquina taladradora del
tipo de husillos múltiples. Según se añaden a la operación controles más
complicados, el taladro de torreta se vuelve más y más un dispositivo ahorrador
de tiempo.
Lo habitual de las taladradoras de torreta actuales es que tienen una mesa
posicionadora para una colocación precisa de la pieza. Esta mesa puede tomar la
forma de una mesa localizadora accionada a mano, una mesa posicionadora
accionada separadamente y controlada por medio de cinta, o con topes
precolocados; o puede tomar la forma de una unidad completamente controlada por
Control
Numérico donde también se programa y ejecuta el proceso de trabajo.
Taladradoras de husillos múltiples [editar]

Culata de motor mecanizada en máquina
transfer
Esta familia de taladradoras cubre todo el campo desde el grupo sencillo de
las máquinas de columna hasta las diseñadas especialmente para propósitos
específicos de gran producción.
Las máquinas estándar de husillos múltiples: se componen de dos o más
columnas, cabezas y husillos estándar, montados sobre una base común. Los
taladros de husillos múltiples facilitan la ejecución de una secuencia fija de
las operaciones de taladrado por medio del desplazamiento de la pieza de
estación en estación a lo largo de la mesa.
Las aplicaciones más comunes de este tipo de máquinas es para eliminar el
cambio de herramientas para una secuencia de operaciones. Aunque las máquinas
taladradoras de husillos múltiples todavía se fabrican, están cediendo
rápidamente su popularidad a las máquinas taladradoras de torreta accionadas por
control numérico que pueden llevar un almacén de herramientas bastante grande.
Hay dos tipos básicos de taladradoras de husillos múltiples:
- Taladradoras de unión universal: son extremadamente versátiles y han
alcanzado una posición muy importante en la manufactura de producción de tipo
bajo a medio. Las máquinas taladradoras de unión universal se fabrican en una
serie completa de tipos estándar con cierto número de husillos que se pueden
ajustar dentro de un área determinada. Las máquinas taladradoras de unión
universal se caracterizan por su gran número de husillos que se pueden colocar
en cualquier posición dentro del área de la mesa para taladrar cualquier
plantilla de agujeros preseleccionada.
Además de los catálogos de tamaños estándar, las máquinas de unión universal
se construyen en muchos otros tamaños con plantillas para el taladrado y el
número de husillos para trabajos específicos.
Estas máquinas también son muy flexibles pero requieren de todos los agujeros
sean taladrados simultáneamente en una línea recta. Obviamente, se puede
taladrar cualquier disposición de agujeros colocados en una serie de líneas
rectas simplemente desplazando la pieza. En las máquinas de husillos en línea el
avance se proporciona sencillamente haciendo descender el puente de los husillos
o elevando la mesa. La selección del avance, tanto por medio del puente como de
la mesa se basa en el tipo de trabajo y las operaciones implicadas. Las máquinas
de unión
universal y gran área se proporcionan también con avances tanto por medio
del puente como por la elevación de la mesa.
- Taladradoras de producción de husillo fijo: consiste en cierto número
de husillos en una posición fija, recibiendo su fuerza motriz a través de una
serie de engranajes accionados por un solo motor del tamaño apropiado. Toman
la forma de una sencilla máquina individual, tanto vertical como horizontal, o
accionada en ángulo, o bien pueden tomar la forma de cierto número de tales
unidades colocadas juntas para hacer una máquina especial.
Las culatas de motor y los
bloques de cilindros de motor
son piezas clásicas que se mecanizan en este tipo de taladradoras que se conocen
con el nombre de transfer.
Centros de mecanizado CNC [editar]

Centro de mecanizado con almacén de herramientas
La instalación masiva de centros de mecanizado CNC en las industrias
metalúrgicas ha supuesto un gran revulsivo en todos los aspectos del mecanizado
tradicional.
Un centro de mecanizado ha unido en una sola máquina y en un solo proceso
tareas que antes se hacían en varias máquinas, taladradoras, fresadoras,
mandrinadoras, etc, y además efectúa los diferentes mecanizados en unos tiempos
mínimos antes impensables debido principalmente a la robustez de estas máquinas
a la velocidad de giro tan elevada que funciona el husillo y a la calidad
extraordinaria de las diferentes herramientas que se utilizan.
Así que un centro de mecanizado incorpora un almacén de herramientas de
diferentes operaciones que se pueden efectuar en las diferentes caras de las
piezas cúbicas, con lo que con una sola fijación y manipulación de la pieza se
consigue el mecanizado integral de las caras de las piezas, con lo que el tiempo
total de mecanizado y precisión que se consigue resulta muy valioso desde el
punto de vista de los costes de mecanizado, al conseguir más rapidez y menos
piezas defectuosas.
Gestión económica del taladrado [editar]
Cuando los ingenieros
diseñan una máquina, un
equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de
componentes de materiales
diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento
adecuado.

Bloque motor con muchos agujeros taladrados
La suma del coste de la materia prima de una
pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de
forma defectuosa constituyen el coste total de una pieza. Desde siempre el
desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad
posible de los componentes así como el precio más bajo posible tanto de la
materia prima como de los costes de mecanizado. Para reducir el coste de
taladrado y del mecanizado en general se ha actuado en los siguientes frentes:
- Conseguir materiales cada vez mejor mecanizables, materiales que una vez
mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran
de forma muy sensible sus prestaciones mecánicas de dureza y resistencia
principalmente.
- Conseguir herramientas de mecanizado de una calidad extraordinaria que
permite aumentar de forma considerable las condiciones tecnológicas del
mecanizado, o sea, más revoluciones del husillo portabrocas , más avance de
trabajo de la broca y más tiempo de duración de su filo de corte.
- Conseguir taladradoras , más robustas, rápidas, precisas y adaptadas a las
necesidades de producción que consiguen reducir sensiblemente el tiempo de
mecanizado así como conseguir piezas de mayor calidad y tolerancia más
estrechas.
Para disminuir el índice de piezas defectuosas se ha conseguido automatizar
al máximo el trabajo de las taladradoras, disminuyendo drásticamente el
taladrado manual, y construyendo taladradoras automáticas muy sofisticadas o
guiados por control numérico que ejecutan un mecanizado de acuerdo a un programa
establecido previamente.
Características técnicas de las brocas [editar]
Artículo principal: Broca

Tipos de brocas
Las brocas son las herramientas más comunes que utilizan las taladradoras, si
bien también pueden utilizar machos para roscar a máquina, escariadores para el acabado
de agujeros de tolerancias estrechas, avellanadores
para chaflanar agujeros, o incluso barras con herramientas de mandrinar
Las brocas tienen diferente geometría dependiendo de la finalidad con que
hayan sido fabricadas. Diseñadas específicamente para quitar material y formar,
por lo general, un orificio o una cavidad cilíndrica, la intención en su diseño
incluye la velocidad con que el material ha de ser removido y la dureza del
material y demás cualidades características del mismo.
Elementos constituyentes de una broca [editar]

Broca trepanadora
Entre algunas de las partes y generalidades comunes a la mayoría de las
brocas están:
- Longitud total de la broca. Existen brocas normales, largas y
súper-largas.
- Longitud de corte. Es la profundidad máxima que se puede taladrar con
una broca y viene definida por la longitud de la parte helicoidal.
- Diámetro de corte. Es el diámetro del orificio obtenido con la broca.
Existen diámetros normalizados y también se pueden fabricar brocas con diámetros
especiales.
- Diámetro y forma del mango. El mango es cilíndrico para diámetros
inferiores a 13 mm, que es la capacidad de fijación de un portabrocas normal.
Para diámetros superiores, el mango es cónico (tipo Morse).
- Ángulo de corte. El ángulo de corte normal en una broca es el de
118°. También se puede utilizar el de 135°, quizá menos conocido pero, quizás,
más eficiente al emplear un ángulo obtuso más amplio para el corte de los
materiales.
- Número de labios o flautas. La cantidad más común de labios (también
llamados flautas) es dos y después cuatro, aunque hay brocas de tres flautas o
brocas de una (sola y derecha), por ejemplo en el caso del taladrado
de escopeta.
- Profundidad de los labios. También importante pues afecta a la
fortaleza de la broca.
- Ángulo de la hélice. Es variable de unas brocas a otras dependiendo
del material que se trate de taladrar. Tiene como objetivo facilitar la
evacuación de la viruta.
- Material constitutivo de la broca. Existen tres tipos básicos de
materiales:
- Acero al
carbono, para taladrar materiales muy blandos (madera, plástico, etc.)
- Acero rápido
(HSS), para taladrar aceros de poca dureza
- Metal duro (Widia), para
taladrar fundiciones y aceros en trabajos de gran rendimiento.
- Acabado de la broca. Dependiendo del material y uso especifico de la
broca, se le puede aplicar una capa de recubrimiento que puede ser de óxido
negro, de titanio o de níquel, cubriendo total o
parcialmente la broca, desde el punto de corte.
Características de las brocas de metal duro [editar]

Broca de metal duro soldada
Para las máquinas taladradoras de gran producción se utilizan brocas macizas
de metal duro para agujeros pequeños y barras de mandrinar con plaquitas
cambiables para el mecanizado de agujeros grandes. Su selección se hace teniendo
en cuenta el material de la pieza, el tipo de aplicación y las condiciones de
mecanizado.
La variedad de las formas de las plaquitas es grande y está normalizada.
Asimismo la variedad de materiales de las herramientas modernas es considerable
y está sujeta a un desarrollo continuo.[6]
La adecuación de los diferentes tipos de plaquitas que se utilizan en las
brocas de metal duro ya sean soldadas o cambiables se adecuan a las
características del material a mecanizar y se indican a continuación y se
clasifican según una Norma ISO/ANSI para indicar las aplicaciones
en relación a la resistencia y la tenacidad que tienen.
Código de calidades de plaquitas
SERIE
ISO
Características
Serie P
ISO 01, 10, 20, 30, 40, 50
Ideales para el mecanizado de
acero, acero
fundido, y acero maleable de viruta larga.
Serie M
ISO 10, 20, 30, 40
Ideales para el mecanizado acero inoxidable,
ferrítico y martensítico, acero fundido, acero al manganeso, fundición aleada,
fundición maleable y acero de fácil mecanización.
Serie K
ISO 01, 10, 20, 30
Ideal para el mecanizado de fundición
gris, fundición en coquilla, y fundición maleable de viruta corta.
Serie N
ISO 01, 10. 20, 30
Ideal para el mecanizado de metales
no-férreos
Serie S
Pueden ser de base de níquel o de base de titanio. Ideales
para el mecanizado de aleaciones termorresistentes y súperaleaciones.
Serie H
ISO 01, 10, 20, 30
Ideal para el mecanizado de
materiales endurecidos.
Accesorios de las taladradoras [editar]
Las taladradoras utilizan como accesorios principales:
- Portabrocas.
- Pinzas de fijación de brocas.
- Utillajes para posicionar y sujetar las piezas.
- Plantilla con casquillos para la guía de las brocas.
- Granete
- Mordazas de sujección de piezas
- Elementos robotizados para la alimentación de piezas y transfer de
piezas.
- Afiladora de brocas
Portabrocas [editar]

Portabrocas
El portabrocas es el
dispositivo que se utiliza para fijar la broca en la taladradora cuando las
brocas tienen el mango cilíndrico. El portabrocas va fijado a la máquina con un
mango de cono Morse según
sea el tamaño del portabrocas.
Los portabrocas se abren y cierran de forma manual, aunque hay algunos que
llevan un pequeño dispositivo para poder ser apretados con una llave especial.
Los portabrocas más comunes pueden sujetar brocas de hasta 13 mm de diámetro.
Las brocas de diámetro superior llevan un mango de cono morse y se sujetan
directamente a la taladradora.

Mordaza para sujetar piezas
En las taladradoras es muy habitual utilizar mordazas u otros sistemas de
apriete para sujetar las piezas mientras se taladran. En la sujección de las
piezas hay que controlar bien la presión y la zona de apriete para que no se
deterioren.
Pinzas de apriete cónicas [editar]
Cuando se utilizan cabezales multihusillos o brocas de gran producción se
utilizan en vez de portabrocas, cuyo apriete es débil, pinzas cónicas
atornilladas que ocupan menos espacio y dan un apriete más rígido a la
herramienta.

Pinzas cónicas portaherramientas

Granetes
Se denomina granete a una herramienta manual que tiene forma de puntero de
acero templado afilado en un extremo con una punta de 60º aproximadamente que se
utiliza para marcar el lugar exacto que se ha trazado previamente en una pieza
donde haya que hacerse un agujero, cuando no se dispone de una plantilla
adecuada.
Plantillas de taladrado [editar]
Cuando se mecanizan piezas en serie, no se procede a marcar los agujeros con
granetes sino que se fabrican unas plantillas que se incorporan al sistema de
fijación de la pieza debidamente referenciada. Las plantillas llevan incorporado
unos casquillos guías para que la broca pueda encarar los agujeros de forma
exacta sin que se produzcan desviaciones de la punta de la broca. En operaciones
que llevan incorporado un escariado o un roscado posterior los casquillos guías
son removibles y se cambian cuando se procede a escariar o roscar el agujero.
Afiladora de brocas [editar]
En las industrias metalúrgicas que realizan muchos taladros, se dispone de
máquinas especiales de afilado para afilar las brocas cuando el filo de corte se
ha deteriorado. El afilado se puede realizar en una amoladora que tenga la piedra
con grano fino pero la calidad de este afilado manual suele ser muy deficiente
porque hay que ser bastante experto para conseguir los ángulos de corte
adecuados. La mejor opción es disponer de afiladoras
de brocas.
Control de viruta y fluido refrigerante [editar]
Estos dos factores son muy importantes en el proceso de taladrado. La
generación de formas y tamaños de viruta adecuados, y también su evacuación, es
vital para realizar correctamente cualquier operación de taladrado. Si el
proceso no es correcto, cualquier broca dejará de cortas después de poco tiempo
porque la viruta se quedará atascada en el agujero. Con las brocas modernas las
velocidades de perforación son muy elevadas pero esto solo ha sido posible
gracias a la evacuación eficaz de la viruta mediante el fluido de corte.
Todas las brocas helicoidales disponen de canales para evacuar la viruta.
Durante el mecanizado se inyecta fluido de corte en la punta de la broca para
lubricarla y para evacuar la viruta por los canales.
La formación de la viruta está determinada por el material de la pieza, la
geometría de la herramienta, la velocidad de corte y en cierta medida por el
tipo de lubricante que se utilice. La forma y longitud de la viruta son
aceptables siempre que permitan su evacuación de manera fiable.
Normas de seguridad en el taladrado [editar]
Cuando se está trabajando en una taladradora , hay que observar una serie de
requisitos para asegurarse de no tener ningún accidente que
pudiese ocasionar cualquier pieza que fuese despedida de la mesa o la viruta si
no sale bien cortada. Para ello es indispensable que las piezas estén bien
sujetas. Pero también de suma importancia es el prevenir ser atrapado (a) por
el movimiento rotacional de la máquina, por ejemplo por la ropa o por el
cabello largo. La precaución es indispensable, puesto que el ser atrapado
accidentalmente puede ser fatal.[7]
Normas de seguridad
1
Utilizar equipo de seguridad: gafas de seguridad, caretas, etc..
2
No utilizar ropa holgada o muy suelta. Se recomiendan las mangas cortas.
3
Utilizar ropa de algodón.
4
Utilizar calzado de seguridad.
5
Mantener el lugar siempre limpio.
6
Si se mecanizan piezas pesadas utilizar polipastos adecuados para
cargar y descargar las piezas de la máquina.
7
Es preferible llevar el pelo corto. Si es largo no debe estar suelto
sino recogido.
8
No vestir joyería, como collares o anillos.
9
Siempre se deben conocer los controles y funcionamiento de la máquina.
Se debe saber como detener su operación.
10
Es muy recomendable trabajar en un area bien iluminada que ayude al
operador, pero la iluminación no debe ser excesiva para que no cause demasiado
resplandor.
Perfil profesional de los operarios de taladradoras [editar]
No existe una profesión técnica especializada para el manejo de taladradoras,
puesto que son unas máquinas sencillas de manejar y con breves instrucciones
dadas a pie de máquina es suficiente para que una persona responsable la sepa
manejar.
Sin embargo actualmente muchas operaciones de taladrado se realizan en
centros de mecanizado o taladradoras de control numérico y, debido al alto coste
que tiene el tiempo de mecanizado en estas máquinas, ha sido necesario formar
nuevos técnicos en ellas, especialmente programadores de control numérico.
Programadores de taladradoras y centros de mecanizado CNC [editar]
Las taladradoras y centros de mecanizado requieren en primer lugar un técnico
programador que elabore el programa de ejecución que tiene que realizar la
máquina para el mecanizado de una determinada pieza.
En este caso debe tratarse de un buen conocedor de los factores que
intervienen en el mecanizado y que son los siguientes:
- Prestaciones de la máquina
- Prestaciones y disponibilidad de herramientas
- Sujeción de las piezas
- Tipo de material a mecanizar y sus características de mecanización
- Uso de refrigerantes
- Cantidad de piezas a mecanizar
- Acabado superficial y rugosidad
- Tolerancia de mecanización admisible
Además deberá conocer bien los parámetros tecnológicos del taladrado, que
son:
- Velocidad de
corte óptima a que debe realizarse el taladrado
- Avance óptimo del
mecanizado
- Velocidad de giro (RPM) del husillo
- Sistema de cambio de herramientas.
A todos estos requisitos deben unirse una correcta interpretación de los
planos de las piezas y la técnica de programación que utilice de acuerdo con el
equipo que tenga la taladradora.[8]
Véase también [editar]
Referencias [editar]
- ↑ Museo
máquina de herramienta de Elgóibar
- ↑ Patxi
Aldabaldetrecu. Reseña histórica de la máquina-herramienta
- ↑ Sandvik
Coromant (2006), Guía Técnica de Mecanizado, AB Sandvik Coromant 2005.10
- ↑ Productividad,
en CoroKey 2006, Sandvik
- ↑
Sandvik Coromant (2006). Guía Técnica de Mecanizado. AB Sandvik
Coromant 2005.10.
- ↑ Sandvik
Coromant (2006), Guía Técnica de Mecanizado, AB Sandvik Coromant 2005.10
- ↑ Manual de Seguridad y Salud en
operaciones con herramientas manuales, maquinaria de taller y soldadura.
Universidad Politécnica de Valencia
- ↑ *
Cruz Teruel, Francisco (2005). Control numérico y programación.
Marcombo, Ediciones técnicas. ISBN
84-267-1359-9.
Bibliografía [editar]
- Millán Gómez, Simón (2006). Procedimientos de Mecanizado.
Madrid: Editorial Paraninfo. ISBN
84-9732-428-5.
- Sandvik Coromant (2006). Guía Técnica de Mecanizado. AB Sandvik
Coromant 2005.10.
- Larbáburu Arrizabalaga, Nicolás (2004). Máquinas. Prontuario.
Técnicas máquinas herramientas.. Madrid: Thomson Editores. ISBN
84-283-1968-5.
- Varios autores (1984). Enciclopedia de Ciencia y Técnica. Tomo 13.
Taladro y perforadora.. Salvat Editores S.A. ISBN
84-345-4490-3.
- Cruz Teruel, Francisco (2005). Control numérico y programación.
Marcombo, Ediciones técnicas. ISBN
84-267-1359-9.
歡迎來到Bewise
Inc.的世界,首先恭喜您來到這接受新的資訊讓產業更有競爭力,我們是提供專業刀具製造商,應對客戶高品質的刀具需求,我們可以協助客戶滿足您對產業的不同要求,我們有能力達到非常卓越的客戶需求品質,這是現有相關技術無法比擬的,我們成功的滿足了各行各業的要求,包括:精密HSS
DIN切削刀具、協助客戶設計刀具流程、DIN or JIS 鎢鋼切削刀具設計、NAS986 NAS965 NAS897 NAS937orNAS907 航太切削刀具,NAS航太刀具設計、超高硬度的切削刀具、醫療配件刀具設計、複合式再研磨機、PCD地板專用企口鑽石組合刀具、粉末造粒成型機、主機版專用頂級電桿、PCD
V-Cut刀、捨棄式圓鋸片組、粉末成型機、主機版專用頂級電感、’汽車業刀具設計、電子產業鑽石刀具、木工工業用圓鋸片、木工產業鑽石刀具、銑刀與切斷複合再研磨機、銑刀與鑽頭複合再研磨機、銑刀與螺絲攻複合再研磨機等等。我們的產品涵蓋了從民生刀具到工業級的刀具設計;從微細刀具到大型刀具;從小型生產到大型量產;全自動整合;我們的技術可提供您連續生產的效能,我們整體的服務及卓越的技術,恭迎您親自體驗!!
BW Bewise Inc. Willy Chen
willy@tool-tool.com
bw@tool-tool.com www.tool-tool.com
skype:willy_chen_bw mobile:0937-618-190 Head &Administration Office
No.13,Shiang Shang 2nd St., West Chiu Taichung,Taiwan 40356 http://www.tool-tool.com /
FAX:+886 4 2471 4839 N.Branch 5F,No.460,Fu Shin North Rd.,Taipei,Taiwan S.Branch
No.24,Sec.1,Chia Pu East Rd.,Taipao City,Chiayi Hsien,Taiwan
Welcome to BW tool
world! We are an experienced tool maker specialized in cutting tools. We focus
on what you need and endeavor to research the best cutter to satisfy
users’ demand. Our customers involve wide range of industries,
like mold & die, aerospace, electronic, machinery, etc. We are professional
expert in cutting field. We would like to solve every problem from you. Please
feel free to contact us, its our pleasure to serve for you. BW product including: cutting
tool、aerospace tool
.HSS DIN Cutting
tool、Carbide end
mills、Carbide cutting
tool、NAS Cutting
tool、NAS986 NAS965 NAS897 NAS937orNAS907 Cutting Tools,Carbide end mill、disc milling cutter,Aerospace cutting
tool、hss
drill’Фрезеры’Carbide drill、High speed steel、Compound Sharpener’Milling cutter、INDUCTORS FOR PCD’CVDD(Chemical Vapor Deposition Diamond
)’PCBN (Polycrystalline Cubic
Boron Nitride) ’Core
drill、Tapered end mills、CVD Diamond Tools Inserts’PCD Edge-Beveling Cutter(Golden
Finger’PCD
V-Cutter’PCD Wood
tools’PCD Cutting
tools’PCD Circular Saw
Blade’PVDD End
Mills’diamond
tool. INDUCTORS FOR PCD .
POWDER FORMING MACHINE
‘Single Crystal Diamond
‘Metric end
mills、Miniature end
mills、Специальные
режущие инструменты ‘Пустотелое сверло
‘Pilot
reamer、Fraises’Fresas con mango’ PCD (Polycrystalline
diamond) ‘Frese’POWDER FORMING
MACHINE’Electronics cutter、Step drill、Metal cutting saw、Double margin drill、Gun barrel、Angle milling cutter、Carbide burrs、Carbide tipped cutter、Chamfering tool、IC card engraving cutter、Side cutter、Staple Cutter’PCD diamond cutter specialized in grooving
floors’V-Cut PCD
Circular Diamond Tipped Saw Blade with Indexable Insert’ PCD Diamond Tool’ Saw Blade with Indexable
Insert’NAS
tool、DIN or
JIS tool、Special tool、Metal slitting saws、Shell end mills、Side and face milling
cutters、Side chip
clearance saws、Long end
mills’end mill
grinder’drill
grinder’sharpener、Stub roughing end mills、Dovetail milling cutters、Carbide slot drills、Carbide torus cutters、Angel carbide end mills、Carbide torus cutters、Carbide ball-nosed slot
drills、Mould cutter、Tool
manufacturer.
Bewise Inc. www.tool-tool.com
ようこそBewise Inc.の世界へお越し下さいませ、先ず御目出度たいのは新たな
情報を受け取って頂き、もっと各産業に競争力プラス展開。
弊社は専門なエンド・ミルの製造メーカーで、客先に色んな分野のニーズ、
豊富なパリエーションを満足させ、特にハイテク品質要求にサポート致します。
弊社は各領域に供給できる内容は:
(1)精密HSSエンド・ミルのR&D
(2)Carbide Cutting
tools設計
(3)鎢鋼エンド・ミル設計
(4)航空エンド・ミル設計
(5)超高硬度エンド・ミル
(6)ダイヤモンド・エンド・ミル
(7)医療用品エンド・ミル設計
(8)自動車部品&材料加工向けエンド・ミル設計
弊社の製品の供給調達機能は:
(1)生活産業~ハイテク工業までのエンド・ミル設計
(2)ミクロ・エンド・ミル~大型エンド・ミル供給
(3)小Lot生産~大量発注対応供給
(4)オートメーション整備調達
(5)スポット対応~流れ生産対応
弊社の全般供給体制及び技術自慢の総合専門製造メーカーに貴方のご体験を御待ちしております。
Bewise Inc. talaşlı imalat sanayinde en fazla kullanılan ve üç eksende
(x,y,z) talaş kaldırabilen freze takımlarından olan Parmak Freze imalatçısıdır.
Çok geniş ürün yelpazesine sahip olan firmanın başlıca ürünlerini Karbür Parmak
Frezeler, Kalıpçı Frezeleri, Kaba Talaş Frezeleri, Konik Alın Frezeler, Köşe
Radyüs Frezeler, İki Ağızlı Kısa ve Uzun Küresel Frezeler, İç Bükey Frezeler vb.
şeklinde sıralayabiliriz.
BW специализируется в
научных исследованиях и разработках, и снабжаем самым высокотехнологичным
карбидовым материалом для поставки режущих / фрезеровочных инструментов для
почвы, воздушного пространства и электронной индустрии. В нашу основную
продукцию входит твердый карбид / быстрорежущая сталь, а также двигатели,
микроэлектрические дрели, IC картонорезальные машины, фрезы для гравирования,
режущие пилы, фрезеры-расширители, фрезеры-расширители с резцом, дрели, резаки
форм для шлицевого вала / звездочки роликовой цепи, и специальные нано
инструменты. Пожалуйста, посетите сайт www.tool-tool.com для получения
большей информации.
BW is specialized in
R&D and sourcing the most advanced carbide material with high-tech coating
to supply cutting / milling tool for mould & die, aero space and electronic
industry. Our main products include solid carbide / HSS end mills, micro
electronic drill, IC card cutter, engraving cutter, shell end mills, cutting
saw, reamer, thread reamer, leading drill, involute gear cutter for spur wheel,
rack and worm milling cutter, thread milling cutter, form cutters for spline
shaft/roller chain sprocket, and special tool, with nano grade. Please visit our
web www.tool-tool.com
for more info.
文章定位:


